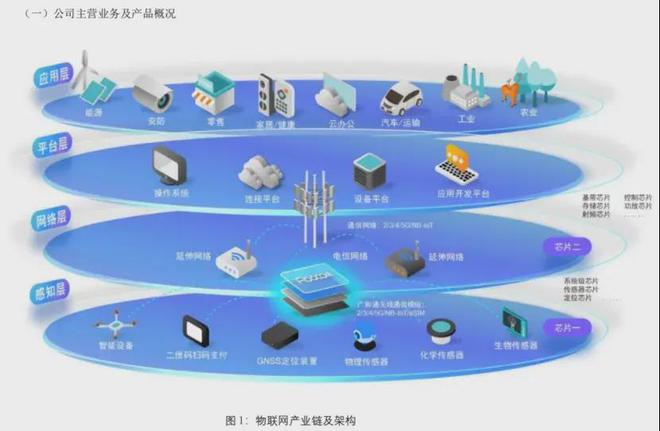
汽车工业作为制造业的皇冠,正经历着第四次工业革命的深刻变革。汽车工厂4.0以物联网技术为核心驱动力,实现了生产模式的根本性转变,主要体现在以下几个关键领域:
一、智能生产线的全面互联
通过物联网技术,工厂内的生产设备、机器人、传送带等实现了互联互通。每个设备都配备传感器,实时采集运行数据,并通过工业互联网平台进行集中监控和管理。这种全链条的数字化连接使得生产线具备了自我优化、自我诊断的能力。
二、生产过程的可视化与实时监控
物联网传感器遍布整个生产流程,从冲压、焊接、涂装到总装,每一个环节的数据都被实时采集和分析。管理人员可以通过数字孪生技术,在虚拟环境中同步监控实体工厂的运行状态,及时发现问题并进行干预。
三、供应链的智能化管理
在汽车工厂4.0中,物联网技术延伸至整个供应链体系。原材料、零部件的库存状态、物流运输位置等信息都通过物联网实时更新,实现了供应链的透明化管理。当某个零部件库存低于安全水平时,系统会自动触发补货流程。
四、质量控制的智能化升级
通过安装在关键工序的传感器,系统能够实时监测产品质量参数。一旦检测到异常,系统立即发出警报并自动调整工艺参数。这种基于物联网的质量控制系统大大提高了产品合格率,降低了质量成本。
五、设备预测性维护
物联网技术使得设备维护从传统的定期维护转变为预测性维护。通过分析设备运行数据,系统能够预测设备可能出现的故障,提前安排维护,避免非计划停机,显著提升设备利用率和生产效率。
六、个性化定制生产
在物联网的支持下,汽车工厂能够高效地处理个性化订单。通过RFID等技术,每辆车的定制要求都能在生产过程中被准确识别和执行,实现了大规模个性化定制的生产模式。
七、能耗管理的精细化
物联网传感器实时监测生产过程中的能源消耗,通过数据分析优化能源使用方案,实现节能减排的目标。智能照明、空调系统等都能根据生产需求自动调节,大幅降低能源成本。
八、人机协作的安全提升
在物联网环境中,工人与机器人的协作更加安全高效。通过位置传感器和安全监控系统,当人员进入危险区域时,机器人会自动减速或停止,确保生产安全。
汽车工厂4.0通过物联网技术实现了生产全要素的数字化、网络化和智能化,不仅大幅提升了生产效率和质量,更重要的是构建了一个灵活、高效、可持续的新型制造体系,为汽车产业的未来发展奠定了坚实基础。